咨询热线
18861540558
咨询热线
18861540558
手机:18861540558 陆经理
邮箱:xkrlwjx@126.com
网址:www.wxxkr.cn
地址:江苏省无锡锡山区东亭仓下工业园
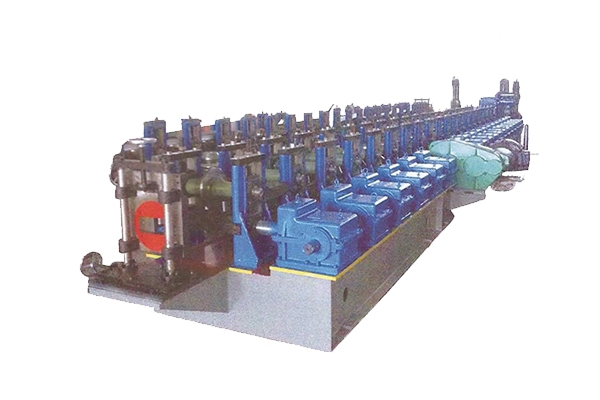
今天无锡市祥康润冷弯机械制造有限公司告诉您冷弯成型设备的扭曲解决方法。
冷弯成型设备作业时,将所需冷弯成型设备加工的型钢由辅佐体系的门式托架推放在两主动滚轮之间,发动液压体系使液压缸推动燕尾槽和冷弯滚轮冷压型钢,待达到设计所需弧度时封闭液压体系,发动机械传动体系, 使主动滚轮转动并依托摩擦力带动型钢平稳缓慢前行,然后完成接连冷弯作业。
冷弯作业结束时,封闭弯成型机传动体系 , 一起发动液压体系 , 使液压缸回收。将冷弯型钢放置在辅佐体系 的门式托架上即可。
这种冷弯弯成型机作业, 既确保了材质的强度, 提高了支护钢拱架的质量,很大地提高了工效,操作过程简略、易懂。
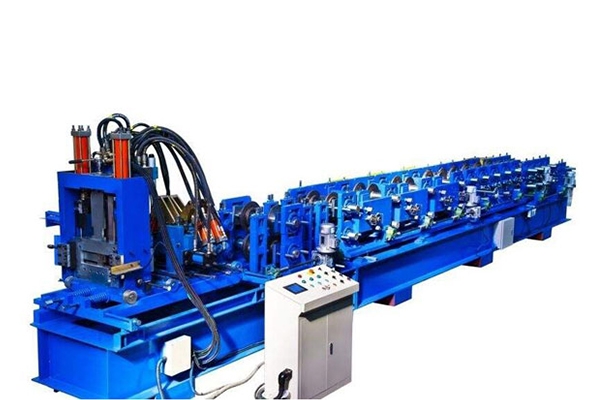
冷弯成型设备的歪曲解决方法:
1、变形区中性层核算准确,变形区内用料核算准确,滚轮加工对称度好。
2、不变形区域尽量不受压(如滑轨底部),装配时上下滚轮各区域空隙保持一致。
3、材料咬入前,应根据前道滚压状态,设置引导斜口,在安稳受压前,材料在滚内滑移平稳。

4、滚轮加工准确度是要害,为此,专门制造专用工具在投影仪下,扩大20倍进行检测。
5、主传动边,采用滚子锥轴承,确保主轴径向跳动在0.04MM以内外,确保主轴不会左右窜动,普通球轴承自身存在空隙,在准确传动中不能避免轴向窜动。
6、生产中弯曲歪曲的问题,主要是受力不平衡发生的,左右受力不平衡,左右弯曲,上下受力不平衡,发生歪曲。解决方法:设计受力均衡,加工准确,安装调整方便。
冷弯成型设备金属管材成型设备电动工字钢弯弧机类型 关于有底凹模弯曲,模具角度通常为86~90°。在行程的底端,凸凹模之间应有一个略大于材料厚度的空位。成形角度得以改善,由于有底凹模弯曲的吨数较大(约为安闲弯曲的4倍),减小了弯曲半径范围内通常致使回弹的应力。压印弯曲与有底凹模弯曲相同,只不过把凸模的前端加工成了需求的弯曲半径,并且冲程底端的凸凹模空位小于材料厚度。由于施加的压力(大约是安闲弯曲的10倍)迫使凸模前端材料,基本上避免了回弹。
以上便是今天的全部内容了,详细请咨询相关工作人员。