咨询热线
18861540558
咨询热线
18861540558
手机:18861540558 陆经理
邮箱:xkrlwjx@126.com
网址:www.wxxkr.cn
地址:江苏省无锡锡山区东亭仓下工业园
无锡市祥康润冷弯机械制造有限公司作为冷弯成型设备厂家为您介绍冷弯成型机的扭曲解决方法
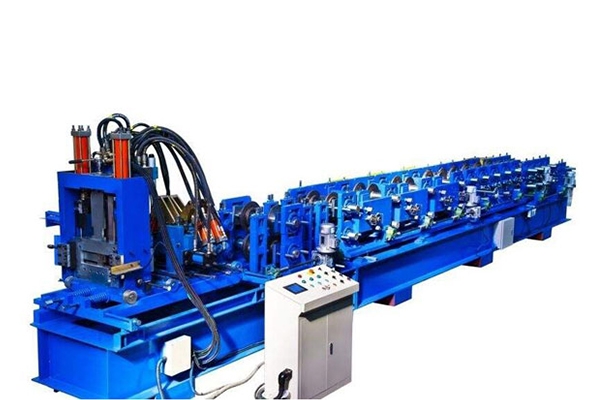
冷弯成型设备厂家为您介绍冷弯成型机的扭曲解决方法
冷弯成型机作业时,将所需要的冷弯成型机加工的型钢由辅佐体系的门式托架推放在两主动滚轮之间,发动液压体系使液压缸推进燕尾槽和冷弯滚轮冷压型钢,待到达规划所需弧度时封闭液压体系,发动机械传动体系, 使主动滚轮滚动并依托摩擦力带动型钢平稳缓慢前行,然后实现接连冷弯作业。

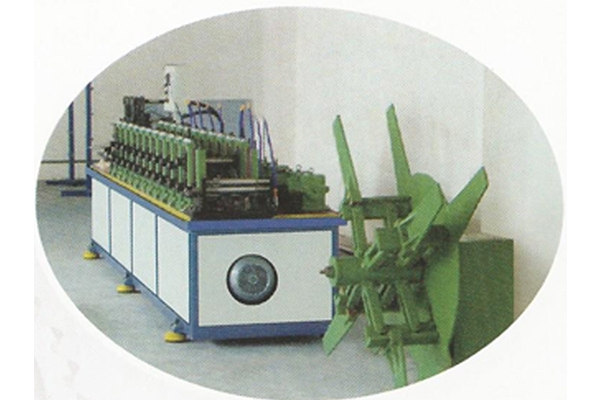
冷弯作业结束时,封闭弯成型机传动体系 , 同时发动液压体系 , 使液压缸收回。将冷弯型钢放置在辅佐体系 的门式托架上即可。
这种冷弯弯成型机作业, 既确保了原料的强度, 提高了支护钢拱架的质量,较大地提高了工效,操作步骤简单、易懂。
冷弯成型机的歪曲解决方法:
1、变形区中性层计算准确,变形区内用料计算准确,滚轮加工对称度好。
2、不变形区域尽量不受压,安装时上下滚轮各区域空隙保持一致。
3、资料咬入前,应根据前道滚压状态,设置引导斜口,在稳定受压前,资料在滚内滑移平稳。
4、滚轮加工准确度是关键,为此,专门制造专用工具在投影仪下,扩大20倍进行检测。
5、主传动边选用滚子锥轴承,确保主轴径向跳动在0.04MM以表里,确保主轴不会左右窜动,普通球轴承自身存在空隙,在准确传动中不能防止轴向窜动。
6、生产中曲折歪曲的问题,主要是受力不平衡导致的,左右受力不平衡,左右曲折,上下受力不平衡,发生歪曲。解决方法:规划受力均衡,加工准确,安装调整方便。

上述就是无锡市祥康润冷弯机械制造有限公司作为冷弯成型设备厂家为您介绍冷弯成型机的扭曲解决方法的全部内容,如有任何疑问,欢迎随时咨询。